
4.2.2. Média filtrant
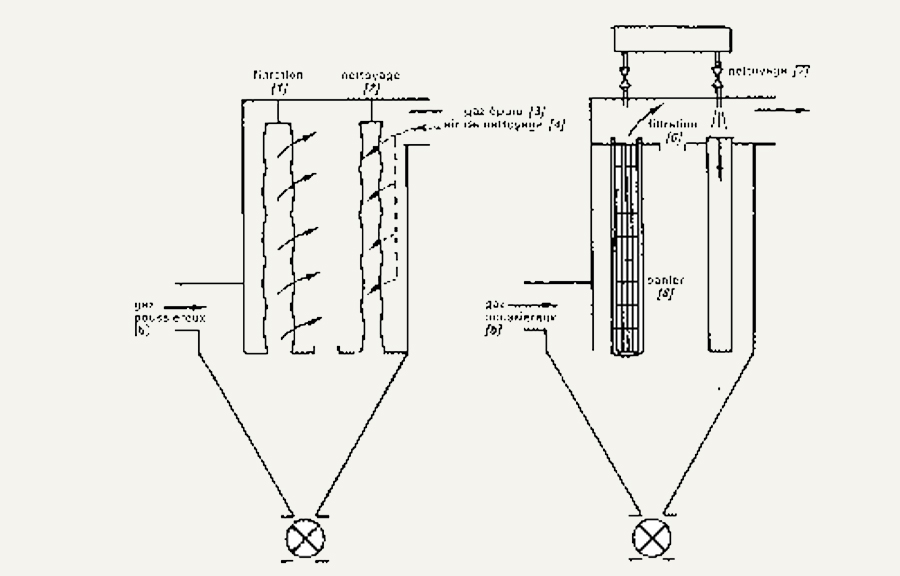
Fig. 59
Dispositifs des séparateurs filtrants
Le coton et la laine ont été les premières fibres utilisées. Ces matériaux sont aujourd'hui pratiquement abandonnés au profit de fibres synthétiques très nombreuses, de la fibre de verre ou de la fibre d'acier inoxydable.
La fibre la plus utilisée est le polyester, qui convient bien aux températures habituelles - de l'ambiance jusqu'à 135°C - résiste bien à l'abrasion et dont le coût est modéré.
Lorsqu'on craint des attaques acides transitoires (ex. : mise en route d'un sécheur avec contact direct des gaz de combustion), on peut lui préférer la fibre acrylique.
La fibre polyamide du type Nylon ® est facilement nettoyable et peut-être intéressante, à température ambiante, dans les industries agroalimentaires.
Au de là de 135° C et jusqu'à 180° C on pourra avoir recours à la fibre polyamide NOMEX ® notamment si le refroidissement des gaz - et la crainte du point de rosée acide - ne peut être envisagée ou la fibre RYTON ® polysulfure de phénylène, plus résistantes aux agents chimiques. Dans cette plage de température, on examinera si le calcul montre, comme c'est souvent le cas, que leur utilisation est plus économique que de prévoir une dilution pour abaisser la température.
On trouve aussi l'application d'un revêtement de microfibres sur la partie média en contact avec les poussières. C'est le cas du polytétrafluoréthylène (PTFE) - TEFLON ®. Ces revêtements ainsi que l'inox sont encore très coûteux et réservés aux applications spéciales.
A partir des fibres, on peut constituer soit des fils puis des tissus, soit, sur une base tissée, des aiguilletages de fibres en vrac sur une ou deux faces de cette base. Ces feutresaiguilletés sont actuellement les plus utilisés, à cause de leur coût modéré, de la faible dimension des pores ainsi réalisés, et de la bonne homogénéité de porosité du média qu'on peut ainsi obtenir : ce matériau supporte des nettoyages plus intensifs et des vitesses moyennes de filtration plus élevées que le tissu. La qualité de surface du produit, côté poussière, est très importante car les particules doivent contradictoirement se détacher le mieux possible de la surface, et ne pas pénétrer à cœur du média.
|
Taux d'utilisation maximum de différents Filtres selon leur Conception |
||||
|
Concentrat. |
Filtre tissé |
Filtre Feutre |
Filtre Feutre |
Cyclofiltre |
|
5 g/m3 |
120 m3/h/m2 |
200 m3/h/m2 |
200 m3/h/m2 |
250 m3/h/m2 |
|
15 g/m3 |
100 m3/h/m2 |
180 m3/h/m2 |
180 m3/h/m2 |
250 m3/h/m2 |
|
30 g/m3 |
90 m3/h/m2 |
150 m3/h/m2 |
150 m3/h/m2 |
250 m3/h/m2 |
|
100 g/m3 |
80 m3/h/m2 |
120 m3/h/m2 |
120 m3/h/m2 |
200 m3/h/m2 |
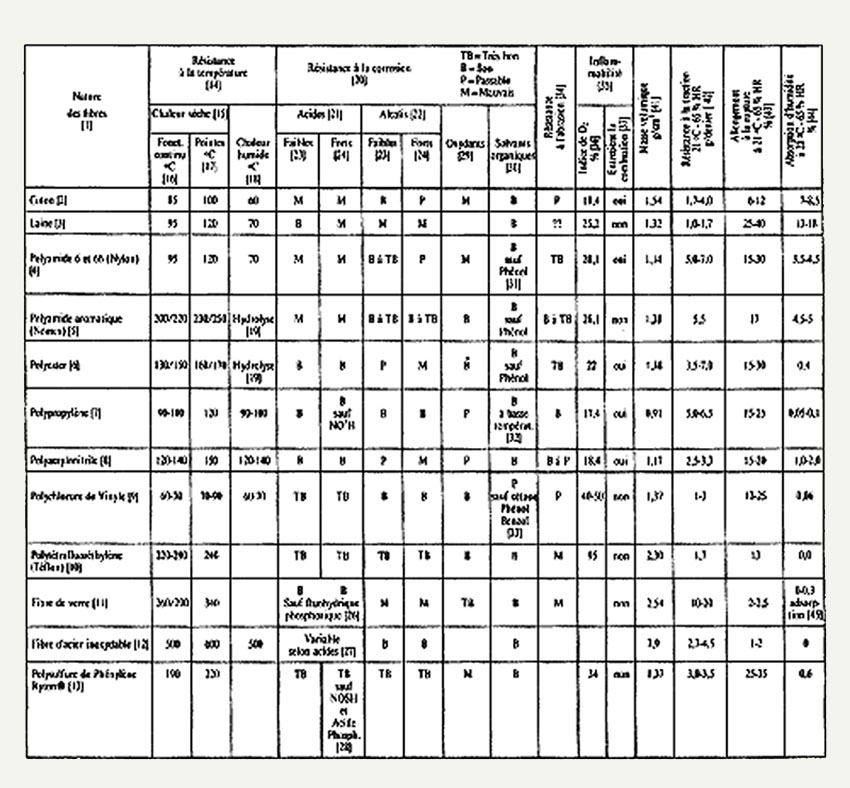
Fig. 60
Propriétés des fibres textiles
Depuis une dizaine d'années, différents traitements de surface ont permis d'améliorer le produit brut d'aiguilletage ainsi que la résistance aux agressions chimiques accidentelles. On trouve entre-autres le flambage et le calandrage.
On estime que le taux d'utilisation des médias filtrants variera selon plusieurs paramètres comme la qualité de la poussière, son humidité, sa concentration ; la qualité du gaz transporteur, comme la température etc.. On trouvera plus loin une note de calcul qui a le mérite de prendre en compte un maximum d'éléments. Mais en résumé, on peut dire que pour un filtre tissé il faudra éviter de dépasser les 100 m3/h/m2, alors que pour un filtre feutre aiguilleté on pourra admettre des taux de 250 m3/h/m2.
4.2.3. Perte de Charge
Les poussières sont retenues sur la surface, ou à cœur du média filtrant, par différents phénomènes.
![]() Lors de la mise service du média neuf, le tamisage est le principal effet sur les poussières de dimension supérieure à ses pores. Ce phénomène joue ensuite de manière prépondérante lorsque le gâteau de poussières est constitué, les pores de filtration étant alors ceux du gâteau lui-même. Le délai de maturité est fonction de la concentration de poussière existante en amont. On peut dire que ce délai est atteint lorsque le filtre est à sa pression de travail.
Lors de la mise service du média neuf, le tamisage est le principal effet sur les poussières de dimension supérieure à ses pores. Ce phénomène joue ensuite de manière prépondérante lorsque le gâteau de poussières est constitué, les pores de filtration étant alors ceux du gâteau lui-même. Le délai de maturité est fonction de la concentration de poussière existante en amont. On peut dire que ce délai est atteint lorsque le filtre est à sa pression de travail.
![]() Les forces électrostatiques, plus ou moins importantes selon la nature de la poussière et du gaz (mode de formation des poussières, humidité du gaz ....).
Les forces électrostatiques, plus ou moins importantes selon la nature de la poussière et du gaz (mode de formation des poussières, humidité du gaz ....).
![]() La diffusion (due au mouvement BROWNIEN voir chapitre 1.3.1.), intervient aussi notablement surtout pour les poussières submicromiques.
La diffusion (due au mouvement BROWNIEN voir chapitre 1.3.1.), intervient aussi notablement surtout pour les poussières submicromiques.
Par contre, l'effet d'impact est peu important, considérant les faibles vitesses au niveau du média, sa faible influence sur les fines poussières, et le fait qu'il n'est pas nécessaire pour arrêter les plus grosses.
On peut dire que selon le type et la conception de l'ensemble filtrant la perte de charge d'un dépoussiéreur variera de 50 daPa à 100 daPa pour les médias tissés et de 80 à 250 daPa pour les médias feutres aiguilletés.